Download PDF
Download page Maintenance return line filter.
Maintenance return line filter
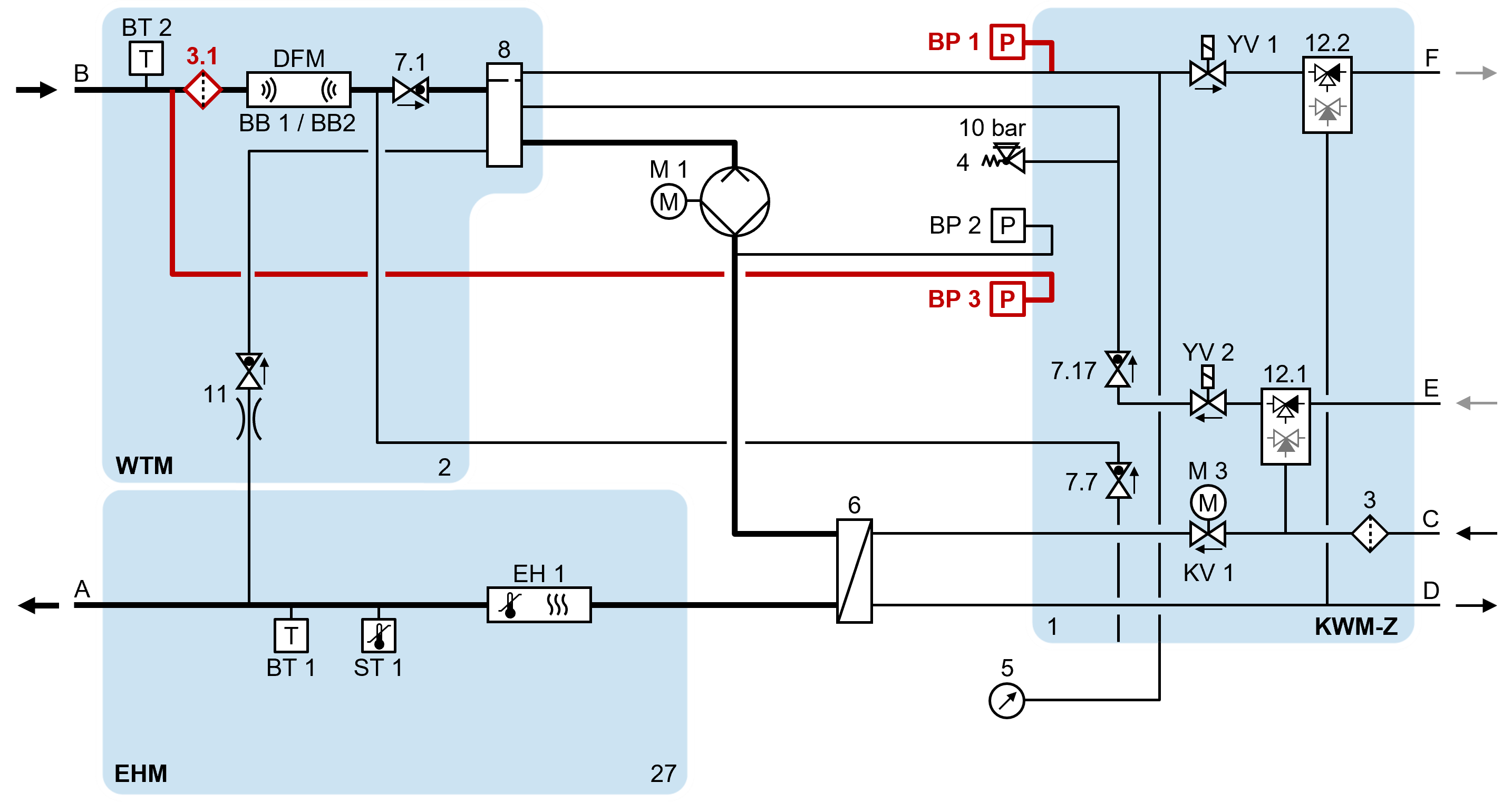
Monitoring the return filter (components 3.1 in the hydraulic scheme) is a preventive maintenance function. It reduces unwanted unit downtime by detecting and reporting a blockage in the return filter at an early stage. This function increases the reliability and efficiency of the unit and helps the operator plan maintenance work. A clogged return line filter reduces the flow rate and leads to an unnecessarily high energy requirement.
Return line filter monitor
The Return line filter monitor function is available in 2 different variants. In the standard version (without additional ZF equipment), the maintenance interval is calculated purely based on operating hours. With the ZF additional equipment, on the other hand, the maintenance interval is calculated based on effective measurement data (pressure drop across the return line filter). To calculate the pressure drop, the ZF additional equipment has an additional BP 3 pressure sensor installed in front of the return line filter. The pressure drop across the return line filter is measured with the 2 pressure sensors (BP 3 and BP 1). The higher the measured pressure drop across the return line filter (3.1), the greater the contamination and the longer the displayed maintenance interval.
On the basic screen, the progress up to pending maintenance is ![]() shown as a percentage under the register symbol. If the maintenance interval reaches 95%, the necessary maintenance is signaled with the warning symbol
shown as a percentage under the register symbol. If the maintenance interval reaches 95%, the necessary maintenance is signaled with the warning symbol ![]() in the register from the basic screen and a maintenance message appears with the request to check the filter screen in Return line (3.1) and, if necessary, to clean it.
in the register from the basic screen and a maintenance message appears with the request to check the filter screen in Return line (3.1) and, if necessary, to clean it.
Prerequisite
For both variants, a minimal software version is required so that the function can be used:
- Standard (without additional ZF equipment), software SW61-1_2238A or higher → Unit software
- With ZF additional equipment, software SW61-1_2311 or higher → Unit software
Reset maintenance interval
- With the ZF additional equipment, it is not absolutely necessary to manually reset the maintenance interval. After maintenance work has been carried out (filter screen cleaned), the maintenance interval is automatically reset if the value is below [Reset Maintenance Filter] limit value. In case of problems, the maintenance interval can also be reset manual. Procedure → Reset maintenance interval
- In the standard version (without the additional ZF equipment), the maintenance interval must be reset manual. Procedure → Reset maintenance interval
Adjustment of the return line filter maintenance interval
In the standard version (without additional ZF equipment), the maintenance interval is calculated depending on operating hours. If the return line filter act clogged before the standard operating time or is only very slightly or not dirty at all after the set operating time has elapsed, this can be adjusted to the respective conditions using the parameter [Limit value factor return filter].
With the additional equipment ZF, the maintenance interval is calculated on the basis of measurement data, so there is no provision for an adjustment to calculate the maintenance interval. Only the [Reset maintenance filter limit value] can be adjusted.
Limit value factor return filter
The parameter defines the limit value that is used to calculate the maintenance return line filter. The higher the value is set, the longer it takes for a maintenance message to appear.
NOTE!
Setting this parameter only affects the standard integrated maintenance interval for the return line filter.
- Select [Service] > [Parameter] > [Maintenance] > [Return line filter] > [Limit value factor return filter]
- Set the parameter to the desired value.
Reset maintenance filter limit value (ZF additional equipment only)
The parameter defines the limit value for automatically resetting maintenance return line filter.
- Select [Service] > [Parameter] > [Maintenance] > [Return line filter] > [Reset maintenance filter limit value]
- Set the parameter to the desired value.